No products in the cart.
Sale

Description

Indium WIREFC-52489-0454
- CW-301 water-soluble flux-cored soldering wire
- Alloy: Sn63/Pb37
- Diameter: 0.032-inch
- Weight: 1 lb. spool
- Water washed electronics applications
CW-301 Water-Soluble Flux-Core Wire Solder (Sn63/Pb37, 0.032-inch, 1 lb Spool)
Flux-Cored Wire
Indium Corporation uses only “conflict-free” and grade A (per ASTM B32) metals, as well as other high purity metals for its flux-cored wire. Our materials have been tested and certified to meet IPC J-STD-004B and other relevant industry specifications, including the legacy military specification QQ-S-571f. Indium Corporation’s flux-cored wire is well known for its:
- Void-free
- Evenly layer winding
- Low oxide shiny appearance over time
- Non-offensive odor for the 800 series and 200 series fluxes
- CW-301 Water-Soluble Cored Wire
CW-301 Wire Solder is cored with a high-reliability water-soluble flux that is compatible with Indium Corporation’s full line of Pb-free soldering materials. It provides excellent solder spread with minimal smoking and low odor. The fast wetting speed is beneficial in minimizing rework cycle time which is typically longer with Pb-free solders.
Residue Removal
The flux in CW-301 is formulated for use in water-wash assembly processes. The post-soldering flux residue should be removed as soon as possible after soldering. The residue may be readily cleaned in conventional equipment without the use of saponifiers or detergents. It is important that the cleanliness of boards and components are thoroughly checked after soldering and cleaning. Deionized water is recommended for final rinse.
Shelf Life
When stored in a cool, dry environment, there is no reason that Indium Corporation’s CW-301 cannot retain its intended soldering properties for many years. The main causes of degraded cored wire reflow performance are the buildup of a thick oxide layer on the surface of the wire, caused by prolonged exposure to higher than normal temperature and humidity conditions, or the buildup of lead carbonate on high-lead (>85%) alloy-cored wire shipped or stored under very high humidity conditions.
Copper Mirror
The J-STD-004B copper mirror test is performed per IPC-TM-650 method 2.3.32. To be classified as an “L” type flux, there should be no complete removal of the mirror surface. CW-301 shows complete removal of the copper mirror and, therefore, is classified as an “H” flux, type “ORH0.”
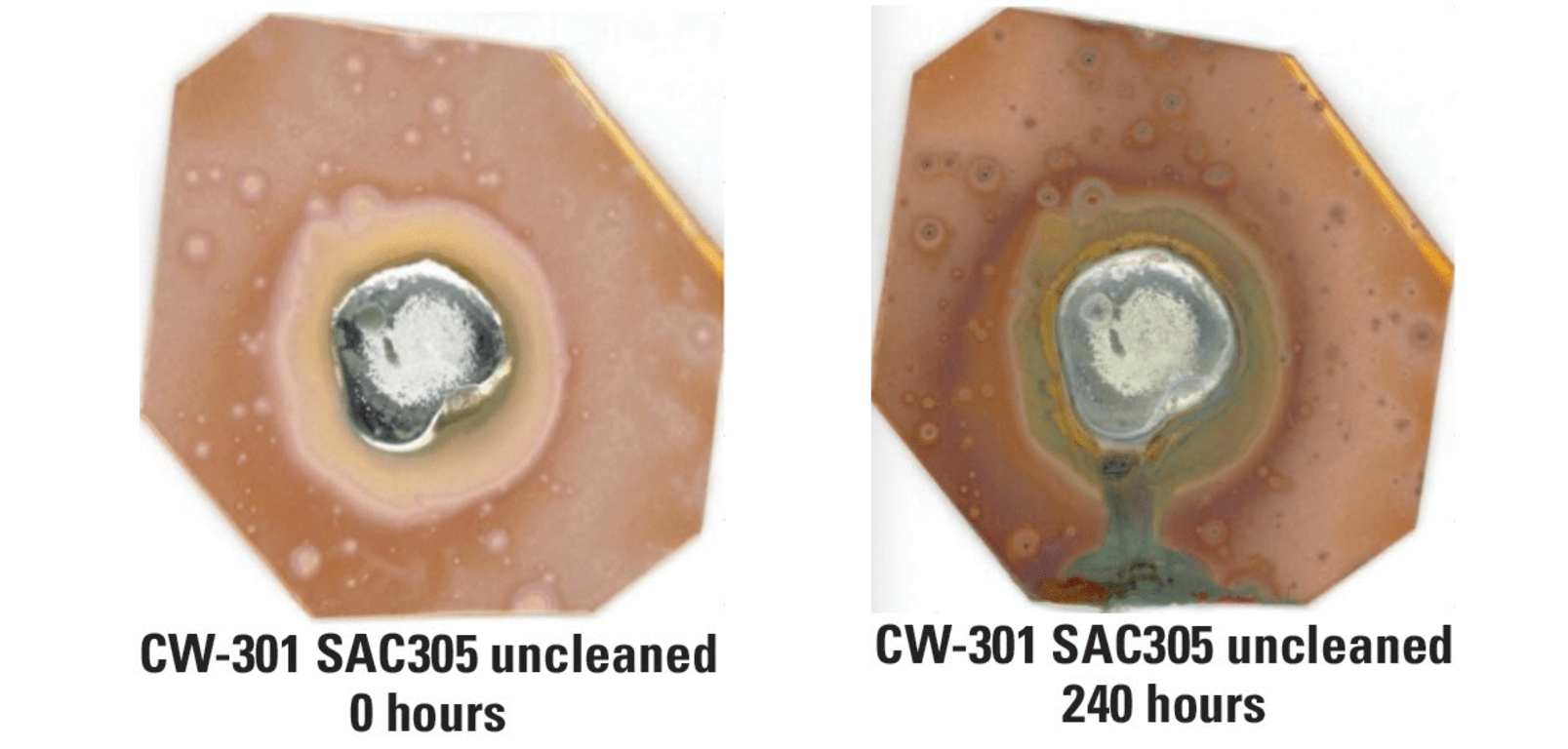
Copper Corrosion
Copper corrosion is tested per IPC-TM-650 method 2.6.15. This test gives an indication of visible reactions that take place between the flux residue after soldering and copper surface finishes. In particular, green copper corrosion (formed as copper-chloride) should not be seen. While green copper chloride is clearly not present, the flux did turn the copper somewhat blue, indicating a reaction product. However, since the residue from this flux is designed to be removed with water and should not be left on the board for 240 hours, this reaction product should not be a concern.
Solder Wire Template | |
|---|---|
| Alloy Type | Sn63/Pb37 |
Product General Attributes | |
| Product Weight | 1 LBS |
You must be logged in to post a review.
Manuals/Guides
Spec Sheets
| Weight | 1 lbs |
|---|
Related products
Sale

Hakko FX951-66 Soldering Station
Original price was: $326.44.$310.12Current price is: $310.12. Add to cartSale

Hakko FX888DX-010SV – Digital Soldering Station with Rotary Encoder (Silver Housing)
Original price was: $133.61.$122.05Current price is: $122.05. Add to cartSale

Pace ADS200 Soldering Station Package with Stand and Three Tips (8007-0584)
Original price was: $350.90.$333.35Current price is: $333.35. Add to cartSale

JBC B-IRON 500 STATION – Soldering Station with Battery Powered/Rechargeable Iron (Part# BIS-5A)
Original price was: $1,001.00.$900.90Current price is: $900.90. Add to cartSale

JBC CDE-1BQA – Compact Series Station with Soldering Assistant, Includes T245 Handle
Original price was: $918.50.$826.65Current price is: $826.65. Add to cart Indium WIREFC-52489-0454 ̵...
Indium WIREFC-52489-0454 ̵... Original price was: $42.65.$32.81Current price is: $32.81.
Our team of knowledgeable professionals is here to help you make informed decisions. Whether you need product recommendations, technical support, or guidance on your purchase, we're just a click away.
Contact Us Now:
📧 sales@nestesinstruments.com
📞 +1 (833) 763-7837
Let us assist you in finding the perfect solution!
Contact Us Now:
📧 sales@nestesinstruments.com
📞 +1 (833) 763-7837
Let us assist you in finding the perfect solution!
Reviews
There are no reviews yet.